EVA板材挤出生产线_eva板材设备挤出机
1.采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动箱,输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高;
2.配置国家2级环保标准的节能变频电机及变频器;
3.采用分离型螺杆的结构:分离型螺杆的结构特点是在熔融段增加一条副螺棱,将主螺纹槽分为两部分,在螺杆塑化过程中形成固液相分离,固相料全部留于固相槽中,而固相槽中的气体则在压力的作用下向后自料中排出,减少了制品中的气泡。同时增大了固相料与机筒内壁的热交换面积。分离型螺杆的结构有许多种,本公司在实际设计与试验中认为,就机加工的方便性及使用效果而言,采用主副螺纹升程相等,螺槽的液相槽及固相槽宽度保持不变,从压缩段开始固相槽深度渐变浅,而液相槽深度逐渐变深至均化段结束这种结构对透明度高的制品及热稳定性差的原料有好处。且对原料的适应能力较强分离型螺杆设计要根据实际情况合理地选定螺杆参数,包括压缩比、三段的分配及副螺棱的位置等。
4.片材模具:衣架型模头采用特殊双节流设计,使板材厚薄调整更为精准。 温度控制?1℃可精确控制塑化过程及板材厚薄,平整性。出料有效宽度2150mm;制品宽度2100mm;制品厚度3-8mm,模头材料:5CrNiMoV钢材,共11区加热,采用不锈钢加热棒;模头流面镀硬铬处理。
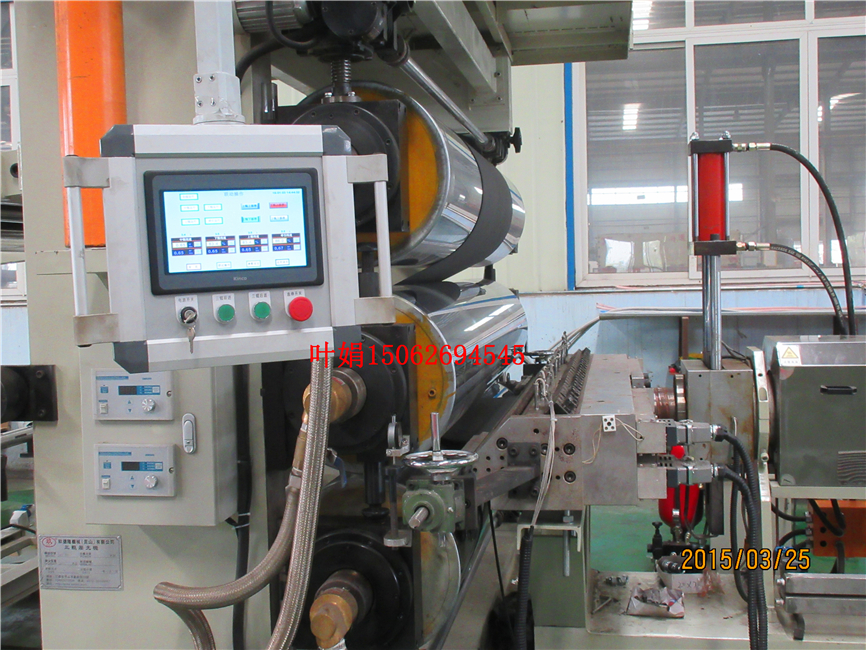
5.三辊压光机:采用双套管螺旋叶片回路,使辊轮表面温度均匀,升/降温迅速,且无需大量冷却介质。辊轮表面淬火、研磨、镀硬铬(镀层厚度不低于0.10mm)后镜面抛光处理,硬度达到HRC62以上,辊轮表面跳动小于0.02mm,表面温度误差在?2℃以内。附热媒回转接头及耐热耐压软管。